
不锈钢焊接圆形风管工艺有哪些?
2025-10-06 21:50:47 点击:
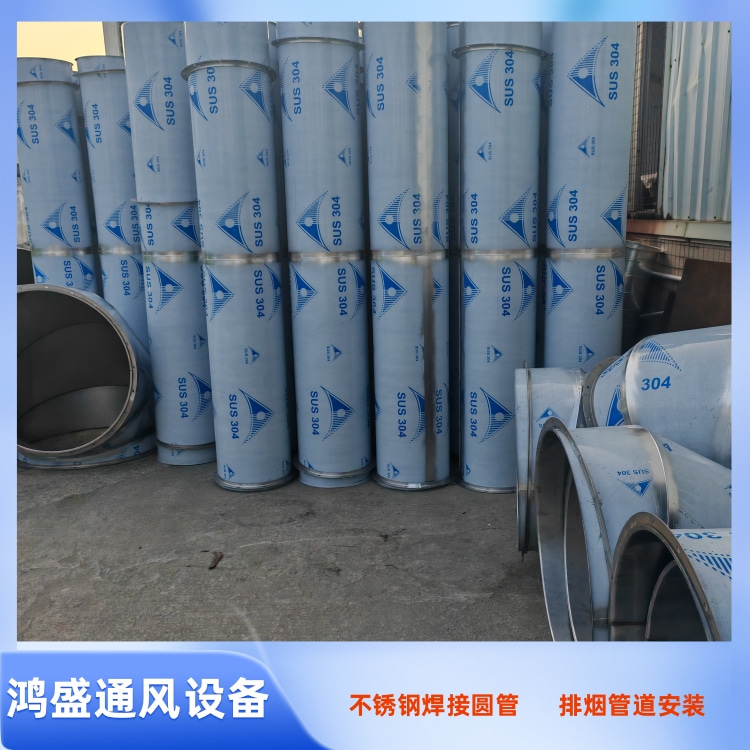
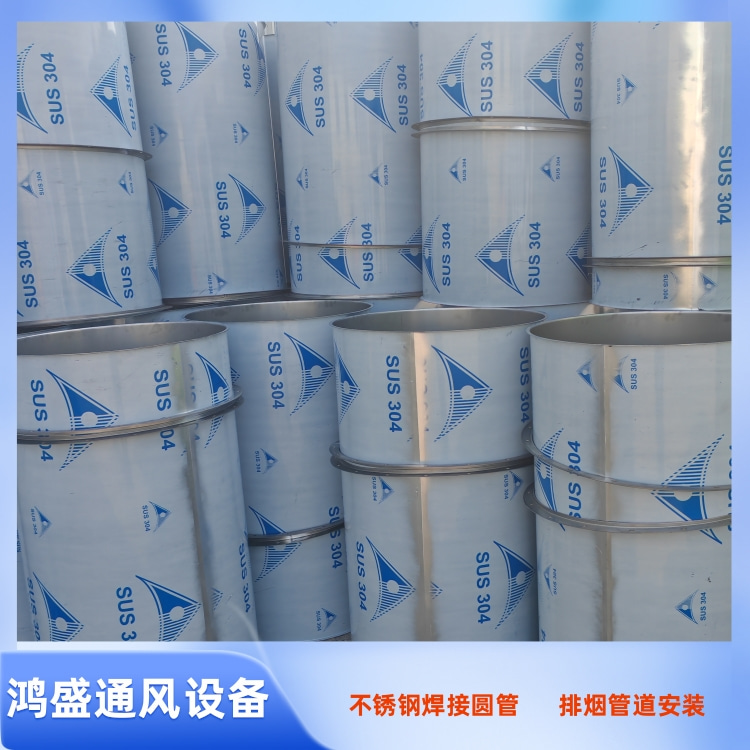
不锈钢焊接圆形风管的工艺主要包括设计、切割、焊接及加固等核心环节,需兼顾结构强度与气密性。以下是具体工艺要点:
不锈钢焊接圆形风管的设计阶段
采用CAD或SolidWorks进行三维建模,将圆形风管分解为12个等分点连接至方形底部的组合体,通过几何展开法计算各边实际长度,确保尺寸误差控制在±0.5mm以内。
不锈钢焊接圆形风管的切割与成型
氩弧焊拼接:从中间向两端逆向分段施焊,每段长度控制在200mm内,焊接电流90-110A,速度15-20cm/min,确保焊缝熔深达板厚的80%以上。
防变形控制:壁厚1.2mm的风管需采用TIG氩弧焊固定拼接板块,减少热变形。
加固与密封
在风管四角及长边中点设置30×30×3mm不锈钢角钢加固框,采用断续焊固定,焊缝长度20mm,间距100mm。方形端口通过翻边对接焊密封,翻边高度15mm,焊接后需用酸洗钝化膏处理焊缝并喷涂防锈底漆。
不锈钢焊接圆形风管的质量检测
不锈钢焊接圆形风管的设计阶段
采用CAD或SolidWorks进行三维建模,将圆形风管分解为12个等分点连接至方形底部的组合体,通过几何展开法计算各边实际长度,确保尺寸误差控制在±0.5mm以内。
不锈钢焊接圆形风管的切割与成型
使用激光切割机对1.0-1.5mm厚304不锈钢板进行切割,切口光洁度达Ra3.2μm。圆形部分通过三辊卷圆机逐步滚压成型,确保曲率半径偏差不超过±1mm。
氩弧焊拼接:从中间向两端逆向分段施焊,每段长度控制在200mm内,焊接电流90-110A,速度15-20cm/min,确保焊缝熔深达板厚的80%以上。
防变形控制:壁厚1.2mm的风管需采用TIG氩弧焊固定拼接板块,减少热变形。
加固与密封
在风管四角及长边中点设置30×30×3mm不锈钢角钢加固框,采用断续焊固定,焊缝长度20mm,间距100mm。方形端口通过翻边对接焊密封,翻边高度15mm,焊接后需用酸洗钝化膏处理焊缝并喷涂防锈底漆。
不锈钢焊接圆形风管的质量检测
成品需通过气密性测试(1500Pa压力下保持5分钟,漏风率≤1%),并检查焊缝均匀性、表面凹凸度(≤3mm)等指标。
- 上一篇:不锈钢满焊风管安装流程有哪些? 2025/10/7
- 下一篇:没有啦
