
不锈钢双层风管加工注意事项?
2026-02-07 12:36:16 点击:
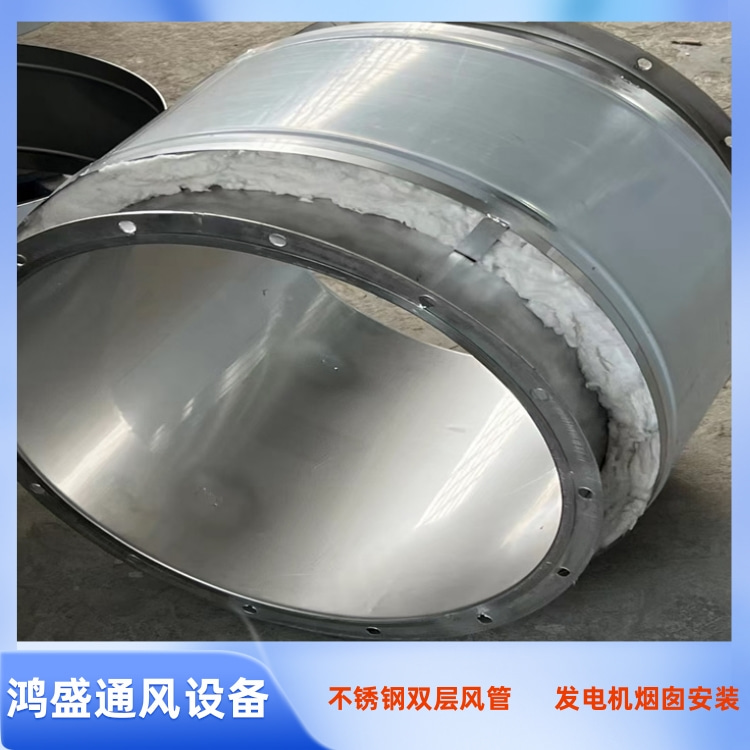
不锈钢双层风管加工需兼顾不锈钢材质特性与双层复合结构的密封性、保温性,核心把控板材加工精度、焊接质量及保温层贴合度,避免出现变形、漏风、保温层空鼓等问题,以下为实操核心注意事项,全程遵循规范工艺,保障不锈钢双层风管加工成品符合安装与使用要求。

1. 原材料处理:选用 304/316L 不锈钢板材,进场核对壁厚(内层 0.8-2.0mm、外层 0.5-1.0mm),无划痕、变形、锈蚀。板材切割前清除表面油污、杂质,切割后及时去除毛刺,防止划伤后续保温层及安装时密封失效;保温层选用阻燃离心玻璃棉或橡塑板,确保不锈钢双层风管加工厚度均匀、无破损,提前裁切适配风管尺寸。
2. 成型加工把控:采用机械折弯、剪切设备,严禁手工暴力弯折,折弯角度精准,圆弧过渡平滑,避免板材出现折痕、开裂。风管拼接处预留精准法兰连接尺寸,矩形风管边长偏差≤2mm,圆形风管直径偏差≤1mm,对角线偏差≤3mm,保证拼接后顺直,无错位。
3. 焊接工艺规范:不锈钢双层风管加工优先采用氩弧焊焊接,焊接区域提前清理,焊缝平整、无气孔、夹渣、焊瘤,内层焊缝必须做抛光处理,防止积尘影响气流及洁净度。焊接后及时冷却,用专用清洗剂去除焊斑,避免不锈钢表面氧化,影响耐腐蚀性。
4. 双层复合装配:复合时保证内外层风管同心度,保温层紧密贴合内外层板材,无空鼓、缝隙、偏移,不锈钢双层风管加工拼接处保温层交错搭接,避免冷热桥形成。外层不锈钢板包裹保温层时,边缘压合紧密,用专用卡扣固定,防止后续安装及使用中保温层脱落。

5. 法兰与配件加工:法兰采用同材质不锈钢制作,平整度偏差≤1mm,螺栓孔间距均匀,与风管焊接牢固,焊缝做防腐处理。密封垫卡槽尺寸适配,配件(如吊耳、加固筋)焊接位置精准,不影响保温层贴合与风管密封。
6. 成品保护与检验:不锈钢双层风管加工完成后,用保护膜包裹风管表面,避免划痕、磕碰;逐件检验尺寸精度、焊接质量、保温层贴合度,对漏焊、缝隙、变形处及时返修,合格后方可标识入库。
- 上一篇:不锈钢双层风管制作流程有哪些? 2026/2/7
- 下一篇:不锈钢双层风管安装注意事项? 2026/2/6
