
镀锌螺旋风管加工注意事项
2026-02-02 16:55:18 点击:
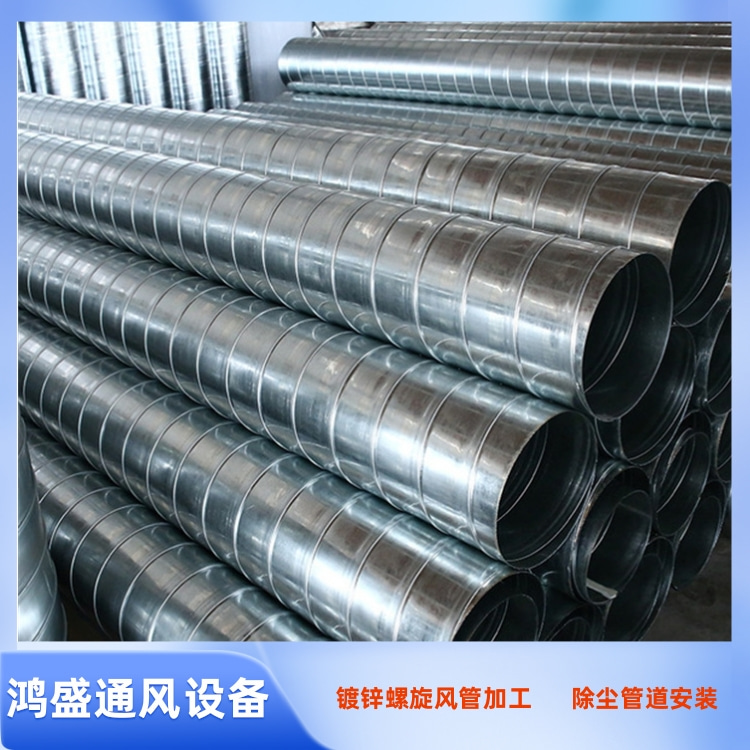
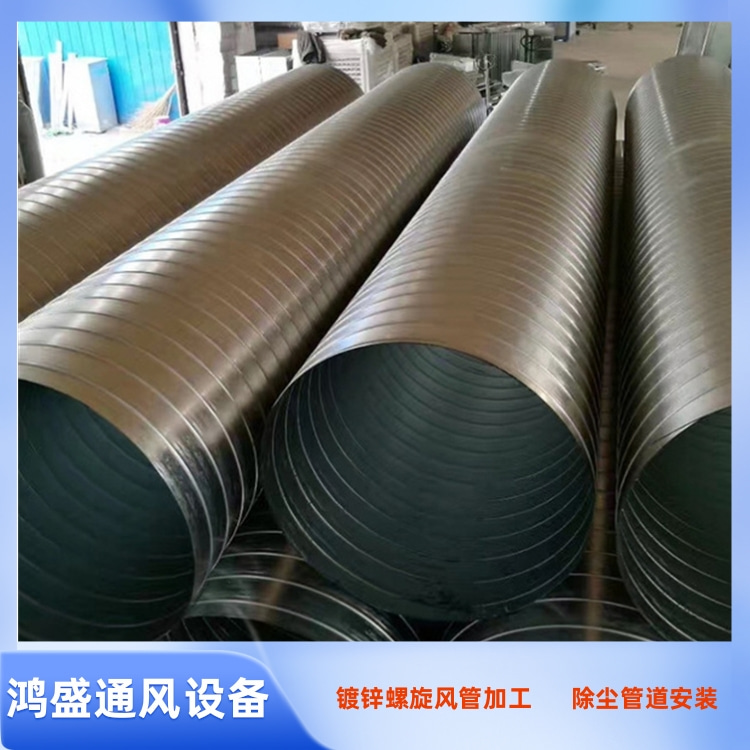
镀锌螺旋风管加工需围绕锌层保护、尺寸精度、密封性能、安全规范四大核心要点,规避加工缺陷,保障产品质量与使用效果,具体注意事项如下:
1.锌层防护是核心,避免防腐失效
镀锌层是风管防腐的关键,镀锌螺旋风管加工全程需防止锌层损伤。一是成型前,严禁用尖锐工具刮擦钢带表面,清洁时采用柔软毛刷辊,替代硬质钢丝刷;二是成型中,调整螺旋风管机模具压力,压力过大易导致锌层脱落,压力过小则咬口不牢固,需根据钢带厚度(0.5-1.2mm)匹配 8-12MPa 的咬口压力,同时定期润滑模具,减少钢带与模具的摩擦划伤;三是加工后,若局部锌层破损,需及时用冷镀锌漆补涂,避免生锈。此外,堆放时需用木垫架空,远离酸碱、潮湿环境,防止锌层化学腐蚀。
2.严控尺寸精度,保障安装适配性
镀锌螺旋风管加工中需精准把控三大尺寸指标。一是直径公差,通过数控系统校准成型角,确保风管实际直径与设计值偏差≤±2mm,大直径风管(>1000mm)需增加校圆工序,椭圆度控制在≤2‰;二是长度精度,自动切管机切割时需设置限位装置,长度偏差≤±3mm/m,切口保持垂直平整,避免端口歪斜影响连接密封性;三是楞筋参数,按风压需求调整楞高(1.5-3mm)与间距(80-120mm),高压场景需加密楞筋,防止风管承压变形。

3. 强化密封处理,杜绝漏风隐患
连接环节需重点把控密封质量。无法兰卡箍连接时,芯管插入深度必须≥30mm,三元乙丙橡胶密封圈需完全嵌入卡槽,不得扭曲、破损;大直径风管加装加固筋后,需检查筋位与管体贴合度,避免因局部凸起导致密封不严。镀锌螺旋风管加工完成后,逐根进行负压检漏试验,保压 30 分钟,漏风率需≤1.5%/h,不合格品需重新调整卡箍或补涂密封胶。
4. 规范操作流程,保障生产安全
设备操作需严格遵循规程,开机前检查成型机、切管机的限位与制动装置,防止机械伤人;操作人员需佩戴防护手套、护目镜,避免锌层碎屑飞溅划伤。同时,镀锌螺旋风管加工车间需保持通风,切割产生的锌粉需及时清理,防止粉尘堆积引发安全隐患;成品搬运时轻拿轻放,避免摔碰导致管体变形、锌层脱落。
- 上一篇:镀锌螺旋风管安装流程都有哪些? 2026/2/3
- 下一篇:详细介绍一下镀锌螺旋风管的制作工艺流程 2026/2/2
