
不锈钢满焊方管安装流程
2026-02-10 17:57:47 点击:
一、施工准备
1. 不锈钢满焊方管安装材料与工具:选用 304/316 不锈钢方管,配套同材质焊丝;准备脉冲氩弧焊机、2.4mm 铈钨极、不锈钢专用砂轮片、直角尺、F 型夹具、氩气(纯度≥99.99%)、丙酮、不锈钢丝刷。
2. 现场放线:按图纸定位,标记方管安装位置、标高与接口,确保水平度≤2mm/m、垂直度≤3mm / 全长。
3. 管口预处理:用专用切割机切管,切口误差≤0.5mm,去毛刺;坡口两侧 20mm 内用砂纸打磨、丙酮擦拭,清除油污与氧化皮,露出金属光泽。
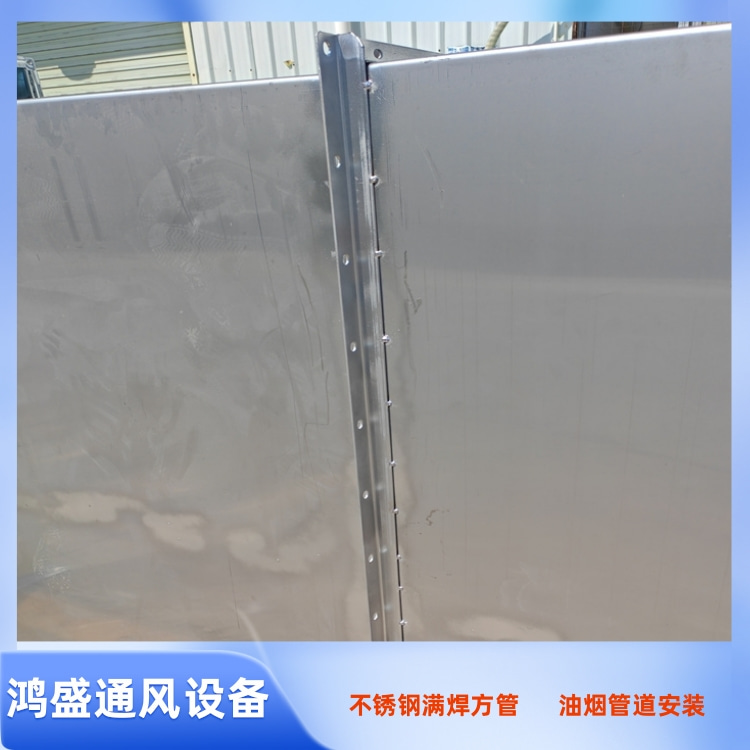
二、组对与定位
1. 接口组对:方管对接留 0.5-1mm 间隙,用直角尺校准,内壁错边量≤壁厚 10% 且≤0.5mm,外壁≤壁厚 20% 且≤1mm。
2. 定位点焊:不锈钢满焊方管安装时四角各 1 点,间距 50-100mm,点焊长度 10-15mm,电流比正式焊高 5-10A,确保牢固无移位。
3. 夹具固定:用 F 型夹具或磁吸三角撑夹紧,防止焊接变形。
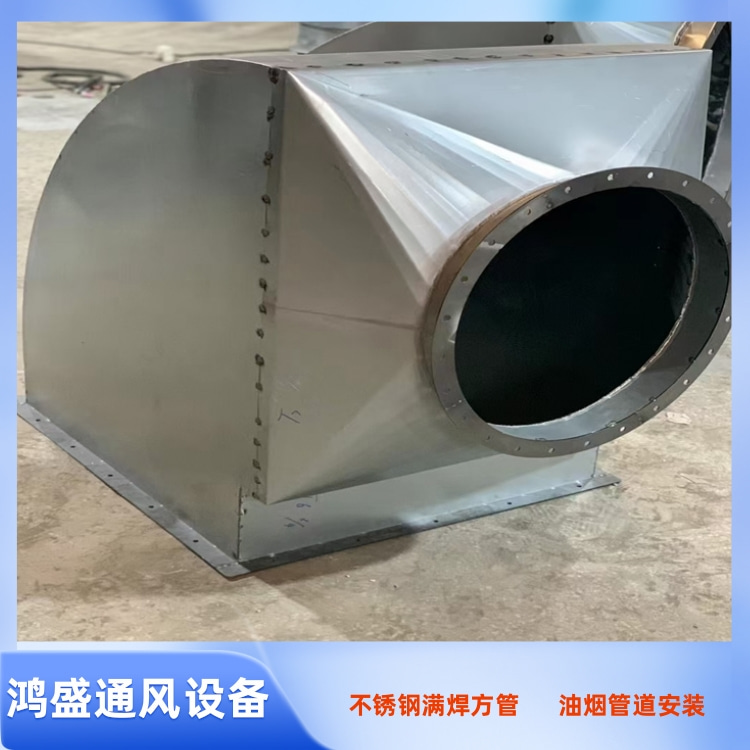
三、满焊施工(氩弧焊)
1. 参数设置:氩气流量 8-12L/min,壁厚 2-3mm 时,打底电流 80-100A,填充电流 100-120A;采用短弧操作,电弧长 2-3mm。
2. 焊接操作:焊枪与工件呈 45°-70°,钨极对准焊缝,焊丝匀速送入熔池;薄壁管直线运条,厚壁管月牙形摆动,层间温度≤150℃,每层焊后用不锈钢丝刷清理。
3. 焊缝成型:盖面余高 1-2mm,宽度比坡口宽 1.5-2mm,焊缝呈银白色为合格。
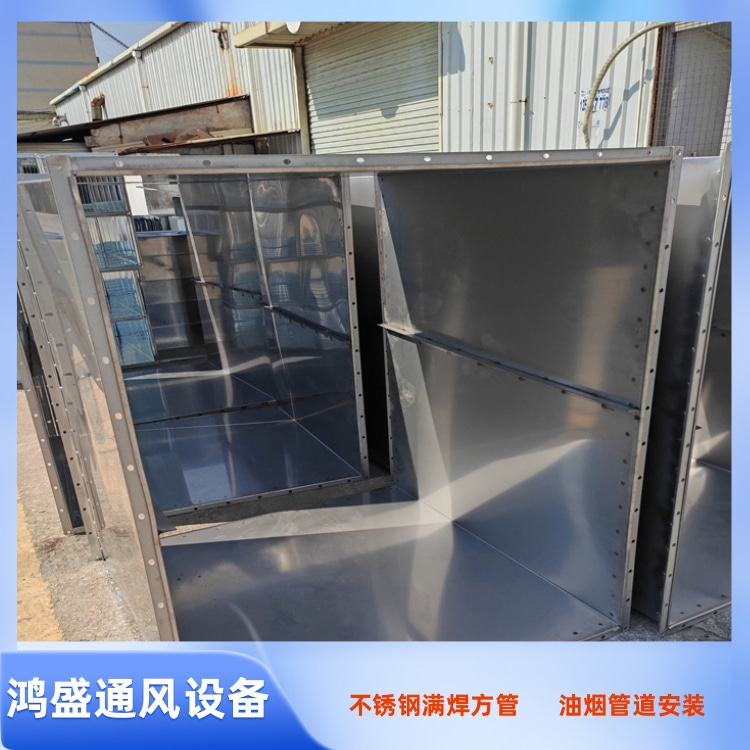
四、不锈钢满焊方管安装焊后处理与检验
1. 清理与钝化:清除焊渣,焊缝及周边用酸洗钝化液处理,恢复钝化膜,提升耐腐蚀性。
2. 质量检验:外观检查无裂纹、气孔、夹渣,咬边≤0.5mm;重要部位做渗透或射线探伤。
3. 成品保护:避免磕碰,必要时覆盖防护,防止表面划伤与污染。
- 上一篇:不锈钢满焊方管安装前需要做哪些准备? 2026/2/12
- 下一篇:不锈钢满焊方管加工流程 2026/2/9
