
不锈钢满焊方管加工流程是什么?
2026-02-05 11:36:07 点击:
不锈钢满焊方管加工需遵循 “精准备料 — 精细焊接 — 规范处理” 的核心逻辑,确保焊缝致密无缺陷,成品尺寸与强度达标,具体流程如下:
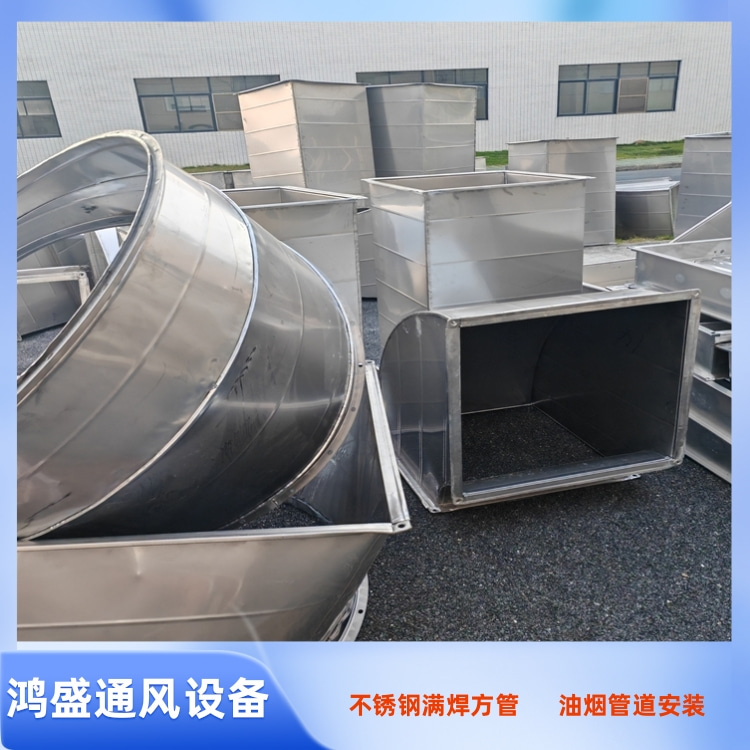
1.原料甄选与预处理:不锈钢满焊方管加工材料选用 304 或 316 等适配工况的不锈钢板材,按方管规格计算展开尺寸,通过激光切割或等离子切割下料,保证板材边缘平整无毛刺。随后对板材进行校平处理,消除轧制应力,避免焊接后变形。同时打磨板材待焊区域,去除表面氧化膜、油污与杂质,露出金属光泽,提升焊接熔合性。
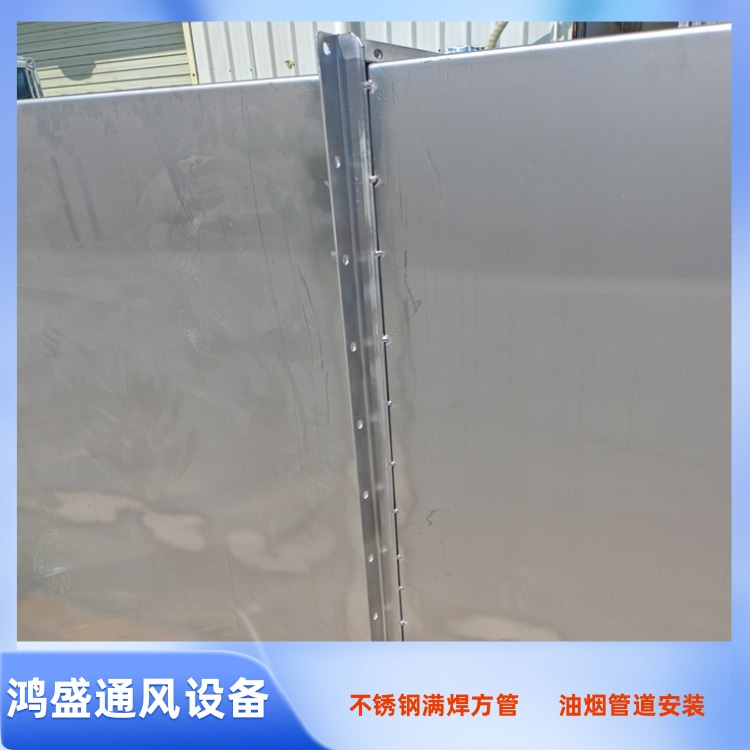
2.折弯成型与组对定位:采用数控折弯机,按方管边长参数分步折弯板材,确保折角精准、边长一致,成型后通过夹具固定为方管雏形。组对时需保证管口方正,接缝间隙控制在 0.5mm 以内,对接处错位偏差不超过 0.3mm,并用点焊临时固定,防止焊接过程中部件移位。
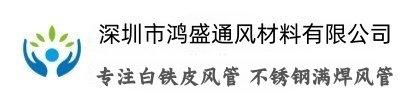
3.满焊作业与参数控制:不锈钢满焊方管加工优先选用氩弧焊(TIG 焊),针对薄壁方管可采用脉冲氩弧焊,减少热输入避免变形。焊接时焊丝选用与母材同材质的不锈钢焊丝,焊枪匀速移动,确保焊缝填满整个接缝,形成连续、饱满的焊道。焊接过程中需通氩气双面保护,背面氩气流量略大于正面,防止焊缝背面氧化。
4.焊后处理与检测:不锈钢满焊方管加工焊接完成后,先清理焊缝表面的焊渣与飞溅物,再用角磨机打磨焊缝余高,使表面与方管母材平齐。随后进行无损检测,通过渗透检测排查表面裂纹、气孔等缺陷。最后根据需求进行酸洗钝化处理,在焊缝表面形成钝化膜,提升方管的耐腐蚀性能。
不锈钢满焊方管加工整个流程需严格把控每道工序的精度,尤其是焊接参数与组对间隙,才能保障不锈钢满焊方管的结构稳定性与使用寿命。
- 上一篇:不锈钢满焊方管加工方法 2026/2/5
- 下一篇:安装不锈钢满焊方管需要注意什么? 2026/2/4
